
聚乙烯蜡|填料对PVC管材生产的影响及解决方案
虽然填充只占PVC管道配方的很小一部分,但对提高PVC管道的性能和质量起着重要作用,并将对PVC管道生产的各个环节产生重大影响。因此,当填充物增加时,应及时调整润滑系统,否则会对PVC管材的生产造成很大的损害。今天聚乙烯蜡小编就跟大家介绍下填料对PVC管材生产的影响及解决方案如下:
填料又称填充剂,是一类添加到塑料中能增加体积、降低制品成本的物质。填料不但降低了塑料制品的生产成本,提高了树脂的利用率,同时也扩大了树脂的应用范围,而且一些填料的应用还可赋予或提高管制品某些特定的性能,如尺寸稳定性、阻燃性、电气绝缘性、防粘性、不透明性和刚性。有些填料还能提高管材的拉伸强度和冲击强度。

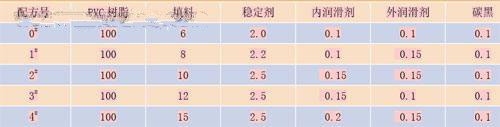
本文以采用了碳酸钙填料的、用于110规格管材的0#~4#配方(各配方的配比情况如表中所示)为例,通过6项测试实验来讨论在管材生产过程中填料是如何影响PVC管材生产的,并就其中出现的各种问题提出了相应的解决方案。
填料对PVC管材生产的影响
1、 混料工艺
在PVC管材配方中增加填料后,首先会对混料电流造成较大影响。在混料初期,样品中的混料电流值差较小。在55℃~65℃之间,各配方的电流值差为5A,当混料温度上升至65℃~75℃时,混料电流值差只有2 ~3A。这是由于在此温度范围内,配方中的外润滑剂开始溶解,发挥润滑作用,从而使电流保持在一定范围内。随着混料温度不断升高,混料电流呈现较大的差异,且填料含量越高,混料电流相对越低。这表明填料比例增加后,由于润滑剂的润滑作用,使其具有较低的切导热系数,从而极大地降低了物料与混料机桨叶之间的摩擦热,并同时降低了马达的负载,导致混料电流呈下降趋势。
随着填料含量的增加,混料时间呈上升趋势。增加1倍的填料,混料时间可延长22%左右。这也与混料电流下降相对应,当电流值为67 ~76 A时,混料电流处于一个较低的曲线,而增加改质剂后,降低了物料混合过程中的摩擦热,同时由于高混锅排料温度的升高,延长了混料时间,从而为配方中各组分提供了充分的混合时间,显著提高了PVC树脂的包覆效果和干混料的混合均匀性。
填料的增加对干混料表观密度的影响。填料的增加对表观密度的影响很小,只有1%左右。这是由于填料的流动性比较好,尤其是在高温时流动性能更好,所以在混料过程中由于CaCO3的加入降低了PVC颗粒之间、PVC颗粒与机械表面之间的摩擦,从而使得物料的总摩擦力减少,而且CaCO3的加入量越多,现象越明显。总之,填料的增加会大大降低混料工序的效率,但不会对干混料的质量造成较大影响。
2、 管材的加工性能
有研究表明,填料的含量对管材的加工性能影响显著。当填料含量较低时,由于填料分散于PVC粒子之间,妨碍了PVC粒子的熔融,从而减缓了物料的塑化速度,延长了塑化时间,但可有效提高PVC管材的刚性。填料加量过多则会提高物料的粘性,平衡转矩也会随之升高。
研究发现,在实际的应用过程中,在不改变挤出成型模具的情况下增加填料,管材的外径出现了偏大的问题,并同时伴随着壁厚尺寸出现误差等问题。这是因为填料颗粒的加入限制了PVC分子链的旋转和移动功能,因而对那些与PVC分子链有关的材料性能均有影响。提高材料的模量会降低离模膨胀率和热收缩率,这样处于高温下的管坯在进入真空定径装置冷却定型的过程中,收缩比例减小,从而导致管坯的壁厚有所减小,出现壁厚达不到原有标准,甚至低于标准下限的现象。

3、 管材挤出设备
填料含量的增加对挤出工艺的要求大为不同。随着填料含量的增加,在挤出过程中物料的扭矩值增大,导致在原有的挤出工艺条件下管材生产出现过塑化问题,且管材的挤出量随之下降,造成产量的降低。在相同的挤出工艺条件下,随着填料含量的增加,扭矩值和熔体压力呈逐步上升趋势。随着填料含量的增加,螺杆中物料的密度也随之增大,使得物料在挤压、剪切过程中的摩擦力增加,摩擦热因此急剧增加,从而导致螺杆、机筒4区(均化挤出段)的温度远远超出设定温度,而此时设备自身的冷却系统已达到满负荷状态,无法使该区温度继续下降,通常会高出设定温度15℃~25℃。这时若要缓解物料的过塑化问题,必须将实际温度降低至130℃以下,而在如此低的温度下生产管材,由于物料对螺杆磨损以及扭矩的上升对设备的安全运行极为不利,而且此时物料塑化所需的热能需要大量的机械能来转换,这样长时间的挤出运转势必会加剧螺杆及设备传动系统的损坏。
另一方面是填料本身对管材挤出设备的磨损。一般,各矿物性填料的莫氏硬度为2.5~3,即便是硬度低于钢材的填料,其尖角也会对设备有影响。从机筒抽真空处观察到的塑化情况与螺杆扭矩曲线上表现出的塑化情况对比发现,粒径大小以及粒径分布均匀程度直接影响混料的塑化时间和螺杆扭矩的变化,甚至颗粒大小、分布和形状相同的填料,若硬度较高,对料筒、螺杆、混料机桨叶,甚至是模具都会有较大的磨损。
综上所述,在实际生产过程中,填料增加后的情况:试样0#~4#的液压实验时间从23min~60min不等。试样0#~3#主要是剪切热大,物料有过塑化现象,均出现了韧性变形:试样0#的液压时间为23min,此时物料并未出现塑化过度的现象,但存在螺槽中物料填充不足的现象;试样1#降低了主机速度,由于塑化效果不充分,出现了脆爆现象;试样2#的机身2区和机头2区温度比1#高5℃,虽进一步改善了塑化效果,大大延长了液压实验时间,但仍然达不到国标要求。这4次工艺调整使得物料的塑化状态逐渐由条状转变为絮状,扭矩值和熔体压力也逐渐恢复到原有水平,液压实验逐渐好转,但仍然达不到质量标准要求。这样我们对试样4#的滑剂种类进行了调整,适当的增加了内润滑剂的比例,对比发现该试样有效提高了填料的分散性,改善了塑化效果,而且所获得的混料电流值最高,液压实验性能最好。
解决方案
一般,可以通过提高管材的挤出速度和增加模具压缩段的压力来提高离模膨胀率,从而使管材的壁厚达到标准范围。通过降低真空箱的真空度可以将管材的外径维持在标准的范围内,如果仍无法达到预期的目的,那么就必须通过更换定型模具来解决该问题。 在实际生产过程中,可以通过降低管材的挤出速度或喂料量来缓解高扭矩和高摩擦热的问题,但随之而来的是设备产能的下降和单位管材能耗的增加,不利于管材稳定高效的生产。在增加填料的同时,应尽可能地将扭矩值和熔体压力保持在原有水平:一方面,可适当调整工艺温度。但这通常要降低机身温度,适当提高模具以及合流芯的温度,以减少物料在机身部分的受热程度,缓解过塑化问题。另一方面,要改进管材生产的整个生产流程源头,即调整配方组份。调整配方组份其实主要是指调整配方中的润滑体系,使其最终达到润滑平衡的状态。
在生产PVC硬管时,所需的热量来自管材挤出机的外部加热和物料与物料、物料与螺杆和料筒之间的剪切摩擦,后者是主要的供热源。由于混料在加工时受到一定的剪切力会产生大量的剪切热,这就要求混料配方具有控制塑化速率及熔体粘度的特性。虽然润滑剂对混料的影响不大,但润滑剂可调节物料分子之间的作用力和物料与机械表面的摩擦力,其中内润滑剂能促进塑化并降低塑化扭矩,而外润滑剂可延迟塑化并防止树脂熔体粘附在加工设备的金属表面。可通过调整内外润滑剂的比例来调控树脂混合物的塑化时间,以满足特定加工设备及工艺所要求的塑化速率。
表 各配方的配比情况
在管材生产的过程控制中,需要结合干混料的性能检测结果对配方中的润滑体系进行调配。调配主要以硬脂酸、石蜡和改质剂为主,保证混料电流值趋于偏中下水平,混料时间必须达到8min以上,表观密度达到0.64。在工艺调试过程中,并不调整工艺温度,而是增加喂料量,提高物料的剪切、混炼效果,从而增加管材的密实度,改善液压实验性能。随着挤出工艺温度控制逐步下降,接下来应尽可能下调工艺温度,包括机头温度的控制。若调试过程中管材挤出速度变大,出现韧性变形的次数越频繁,说明调整不适宜,干混料的加工性能欠缺。
如果加工设备的剪切力过大,生成的摩擦热过多,在加工较易分解的树脂时就必须降低加工温度,以避免树脂内部局部过热而造成热分解。由于树脂都是热的不良导体,单靠降低加热温度来调节很有限,最可靠的方法是降低树脂粘度,从根本上减少摩擦热。这时,可适当地按比例增加内、外润滑剂用量来降低树脂的熔体粘度,使润滑体系能适应特定的加工设备及工艺的要求。反之,加工设备的剪切力较小,则应适当减少内、外润滑剂的用量。
青岛赛诺化工有限公司专业从事聚乙烯蜡,EBS以及硬脂酸锌的生产和销售,供应各种EBS 硬脂酸锌以及聚乙烯蜡,送货上门,服务到家,欢迎来电咨询! 咨询热线:400-8788-532
相关产品:费托蜡、低聚物、聚乙烯蜡、EBS、光亮分散润滑剂、环保稳定剂专用蜡、硬脂酸锌、抗氧剂、氧化聚乙烯蜡
编辑:青岛赛诺 作者:青岛赛诺 文章出处:http://www.qdsainuo.com










