
PVC行业最重要的(没有之一)检测设备-流变仪

pvc加工过程中,物料的热稳定性,润滑性,塑化性能等等的检测往往让您摸不着东西,哪个物料好坏?稳定?往往难以判断。转矩流变仪作为pvc加工检测仪器,为我们指明了方向,让我们睁开眼睛看pvc各种物料加工性能优劣,历史消息我们已经介绍了流变仪的应用检测方向,这篇我们将对流变曲线做详细说明,让大家学会使用流变仪,让大家睁开眼睛看自己家的各种助剂。
流变曲线一般有加料扭矩,最低扭矩,最高扭矩和平衡扭矩四个重要的扭矩值和最低扭矩时间,最高扭矩时间以及平衡扭矩时间三个重要的时间值。下面给出了我们对这七个值的理解以供大家参考。
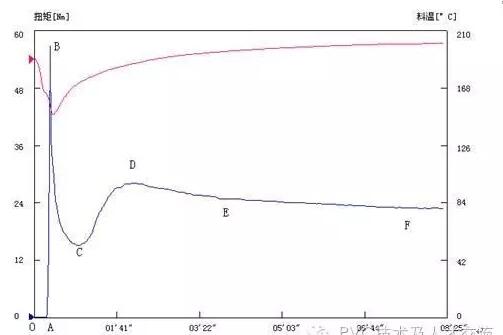
1、 加料扭矩:加料扭矩即加料峰所对应的扭矩,加料扭矩表示的是物料颗粒之间以及物料颗粒与金属表面的静摩擦值。加料扭矩一般很高是因为静摩擦要大于动摩擦以及加料以后压料块和转子之间的物料被充分积压所引起的。
2、 最低扭矩:最低扭矩即加料峰和塑化峰之间的最低谷所对应的扭矩值,加料峰过后一方面因为物料颗粒之间以及物料颗粒与金属表面的摩擦由静摩擦转为动摩擦,而动摩擦系数降低,故扭矩降低,另一方面因为物料在密炼室内的均匀分布,使得压料块与转子之间的物料减少,压力降低使扭矩下降,同时更为重要的是PVC颗粒表面的低熔点润滑剂已开始熔化,使得PVC颗粒之间以及PVC与金属表面之间的摩擦下降,这三种综合作用的结果使得扭矩降到最低而形成最低扭矩。
3、 最高扭矩:最高扭矩即塑化峰的最高点所对应的扭矩,在最低扭矩点,PVC颗粒之间没有粘连,PVC颗粒不受相邻颗粒的任何束缚而自由滑动,同时由于低熔点润滑剂的润滑作用使得物料颗粒间以及物料颗粒与金属表面之间的摩擦将至最低,故扭矩最低。随着物料温度的进一步升高,加工助剂开始熔化,同时PVC颗粒表层的分子也开始熔融,这样每个PVC颗粒开始与相邻的颗粒发生粘连而形成一种三维的立体结构,使得PVC颗粒之间不能自由滑动。同时,PVC颗粒的形状由于受热而开始由球形向非球形转变,这样就使得PVC颗粒之间的摩擦增加,另一方面由于部分高熔点的润滑剂还未能完全熔融而析出到物料熔体的表面,所以物料与金属表面的摩擦也很大,这三种因素的相互作用使得扭矩逐渐增大而达到最大扭矩。
4、 平衡扭矩:最高扭矩过后,扭矩值平稳下降,降到某一点后扭矩值几乎不再随时间的变化而变化,此时的扭矩值即为平衡扭矩。最高扭矩过后,PVC颗粒开始逐渐熔融为PVC分子,PVC颗粒的粒径和数量都在逐渐的下降,因此PVC颗粒之间的摩擦在下降,同时随着时间的推移和温度的升高,各种润滑剂开始全面溶解,内润滑剂开始渗透到PVC分子之间降低PVC分子之间的摩擦力,外润滑剂开始析出到熔体的表面而降低PVC熔体与金属表面的摩擦,上述几种因素的综合作用使得扭矩值从最高扭矩逐渐下降到平衡扭矩。到达平衡扭矩后,熔体的摩擦生热和向外部的散热基本平衡,熔体温度几乎不变,同时PVC颗粒已经消失而熔化为PVC分子,故PVC粒子之间的摩擦力也不再存在,另一方面内润滑剂全部分散在PVC分子之间,外润滑剂基本全部分散在熔体表面和金属表面之间,因此熔体内部的摩擦和熔体与金属表面之间的摩擦都不再发生变化,故扭矩几乎不再变化,而达到平衡形成平衡扭矩。
5、 最低扭矩时间:最低扭矩时间即到达最低扭矩时的时间。在其他原料相同的情况下,低熔点的外润滑剂量越多,最低扭矩时间越小。
6、 最高扭矩时间:最高扭矩时间即到达最高扭矩时的时间,也叫凝胶化时间,是PVC颗粒之间开始粘连形成熔体的时间。是物料塑化快慢的标志。最高扭矩时间越短塑化越快。
7、 平衡扭矩时间:平衡扭矩时间即到达平衡扭矩时的时间,表示塑化完成的时间。
1、 检验原材料批次之间的稳定性
假设外部条件如:设备,温度,物料的表观密度完全相同,影响塑料配方的加工性能的主要因素就是配方中使用的各种原材料。如果原材料完全相同则配方了得加工性能也完全相同,流变仪测试的流变曲线也将完全重合。如果其中的一种原料如:PVC,稳定剂,加工助剂,润滑剂,碳酸钙,抗冲改性剂不同则可能引起配方料加工性能的变化而使流变曲线的形状发生变化。因此可用流变仪测试各种原材料的稳定性。
2、 更换原材料调整配方的依据
如果塑料制品如:异型材,管材等的表面光洁度,冲击强度,焊角强度,硬度,拉伸强度,耐候性等各项指标需要改善时,如果通过更新设备,调整工艺条件达不到目的时,有必要调整配方,更换原材料。这时如果使用流变仪,可节省大量的人力,物力和时间。下面举例说明。
A、 改善制品的表面光洁度:制品的表面光洁度与PVC的塑化程度,润滑剂的种类和量,熔体压力以及设备有关。在设备一定的情况下,PVC的塑化度越高,高熔点的外润滑剂的量越多,模头温度越高,熔体压力越大则制品的表面光洁度越高。这样,提高PVC制品的表面光洁度可通过增加加工助剂,高熔点外润滑剂的用量来完成。但是,增加加工助剂的用量,可以提高PVC的塑化度,可是,提高润滑剂的用量又会降低PVC的塑化度,因此,这时应该通过流变仪来调整加工助剂和润滑剂的量,使得在润滑剂的量增加的前提下,还要保持塑化时间与原配方一致或提前,而最高扭矩和平衡扭矩要高于原配方,这种变化的大小可视配方的稳定剂系统的强弱,如果,稳定剂系统强大的话,可大幅度调整,而稳定剂系统较弱的话,可小幅度的调整。
B、 冲击强度一般与PVC的塑化度、抗冲改性剂的种类和玻璃化温度有关,在保证稳定剂足量的情况下,可用流变仪选择加工性能好,玻璃化温度低的抗冲改性剂。同时由于不同的冲改性剂具有不同的加工性能,因此在比较两者俄抗冲击性能时,必须使用流变仪调整配方,使两者配方的加工性能一致,这是比较的结果才能真实地反映两者的抗冲击强度。
3、 检验稳定剂的稳定效果
可以通过测试稳定剂的拐点时间来测试稳定剂稳定性能的好坏。拐点时间越长的稳定性越好。
流变仪有哪些检测作用呢?
4、 可以检验PVC的分子量的大小
对同一个厂家的PVC来说,如果不同批次的PVC的流变曲线不重合,则可能表示PVC的分子量不同,塑化快,平衡扭矩低的PVC分子量低。塑化慢,平衡扭矩高的PVC分子量大。
5、 加工助剂塑化的快慢
对同一个厂家的加工助剂来说,如果质量稳定的话,不同批次的加工助剂的流变曲线必须是重合的,如果流变曲线不重合的话势必造成挤出机的主机电流的波动而使生产不正常。如果塑化时间短的话,则加工助剂塑化快,则表示加工助剂的熔点降低。如果塑化时间长的话,则加工助剂塑化慢,熔点升高。
青岛赛诺化工有限公司一直注重产品质量,批次间的稳定性,很早就引进了流变仪,对客户来样,自产的不同批次的聚乙烯蜡产品进行检测,以保证产品批次间的稳定性,出厂前检测,青岛赛诺一直以客户需求为己任,为客户提供可靠有保障的服务,具体产品,请咨询:400-8788-532











